General
Para un corte por chorro de agua abrasivo exitoso, hay varios factores en el cabezal de corte que determinan la precisión y la calidad del chorro de agua y afectarán la calidad de la pieza que puede cortar con un chorro de agua abrasivo. Los factores adicionales que intervienen en el corte de una pieza precisa y precisa (diseño de la máquina, controles, software y bomba de alta presión) se analizan a lo largo de las páginas de recursos. Waterjet Cut Quality se centra en el cabezal de corte y el chorro de agua cuando interactúa con la pieza de trabajo.
Factores que afectan la precisión y la calidad
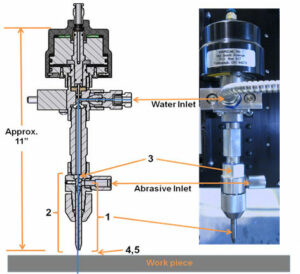
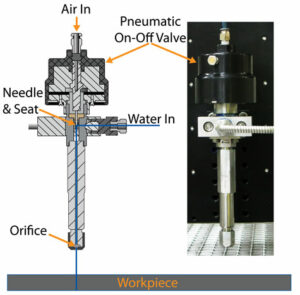
1 - Longitud del tubo de mezcla de abrasivo
Un tubo mezclador de abrasivo más largo (también conocido como boquilla abrasiva) produce una corriente de chorro de agua más coherente. La longitud óptima del tubo mezclador es de 3" - 4" (75 mm - 100 mm).
2 - Alineación de componentes
El orificio, la cámara de mezcla y la boquilla abrasiva deben maquinarse con precisión y encajar perfectamente para evitar que el chorro de agua dañe los consumibles.
3 - Orificio preciso
El interior de la boquilla abrasiva debe mecanizarse para garantizar una perfecta alineación con el chorro de agua. los Selección de orificio página contiene información detallada sobre Caudal (gpm) y especificaciones de la bomba.
4 - Diámetro del chorro
Un chorro de chorro de agua de diámetro pequeño, como el producido por un orificio de 010 mm (0.25"), produce un chorro eficiente y de alta calidad. Como contrapartida, las velocidades de corte son más lentas que cuando se utiliza un orificio de 0.014 mm (0.36") o más grande , ya que se utiliza menos agua y abrasivo.
5 - Separación baja y controlada del trabajo
Mantener una distancia cercana entre la boquilla y la pieza de trabajo, entre 0.040" y 0.060" (1.0 - 1.5 mm), es fundamental para producir piezas precisas y al mismo tiempo obtener la máxima eficiencia del chorro de agua. Cortar más cerca del material limita la cantidad de atmósfera que el chorro debe atravesar antes de llegar a la pieza de trabajo. Esto limita la expansión de la corriente de chorro de agua, ya que a medida que se expande el chorro, se reduce la potencia efectiva del chorro. Será necesario reducir las velocidades de corte para compensar. Si la distancia entre la boquilla y la pieza de trabajo aumenta en ¼", las velocidades de corte deben reducirse en aproximadamente un 20 % para lograr resultados similares con respecto a la tolerancia y la calidad del filo. El corte bajo el agua con control de altura CNC permitirá el máximo control de la corriente de chorro de agua.
Efecto de la velocidad sobre el ángulo de corte
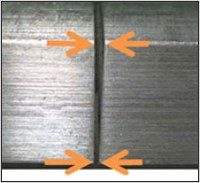
ALUMINIO DE 3/4" (20 mm) CON 3 VELOCIDADES DE CORTE DIFERENTES

Alta velocidad, corte más ancho en la parte superior, más estrecho en la parte inferior
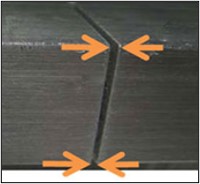
Velocidad media, ancho de corte más amplio en la parte superior que en la inferior
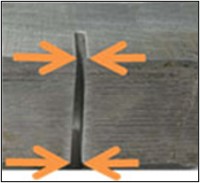
Velocidad más lenta, corte de ancho similar en la parte superior e inferior
El ángulo de corte, o bisel, se refiere a la diferencia dimensional entre la parte superior e inferior de la sección transversal del corte. Cortar demasiado rápido dará como resultado un ancho de corte más ancho en la parte superior de la sección transversal de corte y un ancho de corte más estrecho en la parte inferior de la zona. En la figura anterior, de izquierda a derecha, los cortes se realizaron a 26 pulgadas por minuto (ipm), 14 ipm y 9.7 ipm (660 milímetros por minuto [mm/min], 355 mm/min y 246 mm/min). Todos los demás parámetros se mantuvieron constantes (presión de 60 kpsi, distancia de separación de 0.060", abrasivo de 1.3 lb/min [4134 bar, 1.5 mm y 600 gramos/min]). En la parte superior del corte, el ancho de corte fue similar, alrededor de 0.044" (1.12 mm). La diferencia entre la parte superior e inferior de izquierda a derecha fue de 0.017", 0.013" y 0.011" (0.43 mm, 0.33 mm y 0.28 mm). Esto muestra la disminución de la angularidad a medida que disminuye la velocidad.
La siguiente imagen muestra un corte adicional que se realizó muy lentamente (1 ipm o 25.4 mm/min) para demostrar que cuando la velocidad se reduce lo suficiente, el ancho de corte en la parte inferior de la pieza será mayor que en la parte superior. En este ejemplo, el ancho de corte en la parte inferior era 0.014" (0.36 mm) más grande que en la parte superior.
Velocidad muy lenta, ancho de corte más estrecho en la parte superior, más ancho en la parte inferior
Arrastre de chorro de agua y calidad de corte
El aumento de la velocidad de alimentación da como resultado una mayor estela de retorno de la corriente de chorro de agua. Este concepto se muestra en la Figura 5 a continuación. La calidad del borde más rugoso es el resultado de una mayor acción de corte frente a la acción de erosión del abrasivo a velocidades más bajas. Los controladores modernos permiten al usuario ajustar la calidad de corte según los requisitos de la pieza. Los orificios de alta precisión se pueden cortar más lentamente para un corte más suave y recto. Se pueden usar velocidades de corte más rápidas con una calidad de borde más rugosa en áreas menos críticas.

Corte de separación

A través de corte
Corte limpio ± 0.010"
buen acabado

Excelente acabado ± 0.005"
Efecto de la altura de la boquilla
Para obtener la mejor calidad de corte, se debe mantener una distancia óptima entre la boquilla y la pieza de trabajo. Normalmente, entre 0.0625" y 0.125" (1.5 – 3.0 mm) es la altura óptima para el corte por chorro de agua abrasivo. A medida que la distancia aumenta por encima de 0.125", se producirá un redondeo en el borde superior del corte. Esto ocurre porque el chorro de agua pierde coherencia a medida que viaja a través del aire libre. El aumento de la altura de la boquilla también dará como resultado un mayor ángulo de corte. Si la distancia entre el boquilla y la pieza de trabajo aumenta en ¼", las velocidades de corte deben reducirse en aproximadamente un 20 % para lograr resultados similares con respecto a la tolerancia y la calidad del filo. El control de altura automático es la forma más confiable y precisa de mantener la distancia de separación adecuada. Si se aumenta demasiado la altura de la boquilla, el chorro no tendrá la potencia suficiente para penetrar por completo el material que podría cortar fácilmente a alturas mucho más bajas.
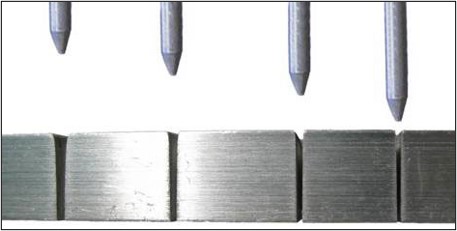
Figura 6 - Aluminio de 3/4" con cortes a varias alturas de boquilla, misma velocidad
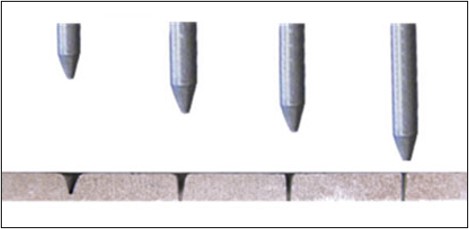
Figura 7 - Aumento de la altura de la boquilla hasta el punto de no penetración del chorro
Efecto de la velocidad en las esquinas interiores
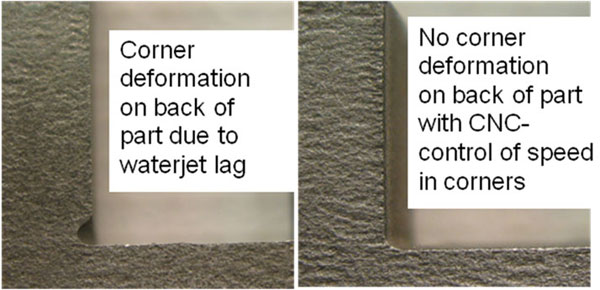
Figura 8 - Velocidad de curva demasiado rápida
Dado que el chorro de agua es una herramienta de corte no rígida, las esquinas interiores de las piezas pueden mostrar una cierta cantidad de sobrecorte en la parte inferior o en el lado de salida de la pieza. Esto se puede reducir desacelerando en la esquina y acelerando lentamente, permitiendo que la parte inferior del chorro alcance a la parte superior alrededor de la esquina. El control de chorro de agua debe tener la capacidad de hacer esto automáticamente.
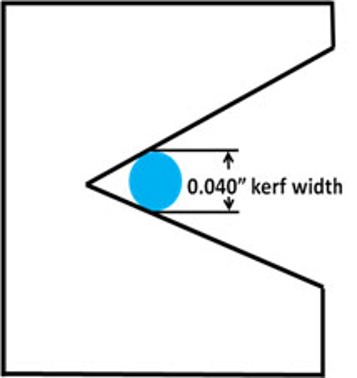
radios estrechos
Dado que el chorro de agua es una herramienta redonda, con un diámetro entre 0.030″ y 0.040″ (0.76 mm y 1.02 mm) para el corte con chorro de agua abrasivo, es imposible crear cualquier esquina interior que sea perfectamente cuadrada. El software CAM normalmente leerá geometrías y le dará al usuario la opción de colocar automáticamente un radio muy pequeño en estas esquinas. Esto evitará dañar la pieza y reducirá el tiempo de procesamiento, ya que los radios son más rápidos de cortar que las esquinas cuadradas. Para ángulos muy agudos, la parte real que se corta puede diferir significativamente del dibujo original y se debe considerar la forma, el ajuste y la función antes del procesamiento.
General
Para un corte por chorro de agua abrasivo exitoso, hay varios factores en el cabezal de corte que determinan la precisión y la calidad del chorro de agua y afectarán la calidad de la pieza que puede cortar con un chorro de agua abrasivo. Los factores adicionales que intervienen en el corte de una pieza precisa y precisa (diseño de la máquina, controles, software y bomba de alta presión) se analizan a lo largo de las páginas de recursos. Waterjet Cut Quality se centra en el cabezal de corte y el chorro de agua cuando interactúa con la pieza de trabajo.
Factores que afectan la precisión y la calidad
1 - Longitud del tubo de mezcla de abrasivo
Un tubo mezclador de abrasivo más largo (también conocido como boquilla abrasiva) produce una corriente de chorro de agua más coherente. La longitud óptima del tubo mezclador es de 3" - 4" (75 mm - 100 mm).
2 - Alineación de componentes
El orificio, la cámara de mezcla y la boquilla abrasiva deben maquinarse con precisión y encajar perfectamente para evitar que el chorro de agua dañe los consumibles.
3 - Orificio preciso
El interior de la boquilla abrasiva debe mecanizarse para garantizar una perfecta alineación con el chorro de agua. los Selección de orificio página contiene información detallada sobre Caudal (gpm) y especificaciones de la bomba.
4 - Diámetro del chorro
Un chorro de chorro de agua de diámetro pequeño, como el producido por un orificio de 010 mm (0.25"), produce un chorro eficiente y de alta calidad. Como contrapartida, las velocidades de corte son más lentas que cuando se utiliza un orificio de 0.014 mm (0.36") o más grande , ya que se utiliza menos agua y abrasivo.
5 - Separación baja y controlada del trabajo
Mantener una distancia cercana entre la boquilla y la pieza de trabajo, entre 0.040" y 0.060" (1.0 - 1.5 mm), es fundamental para producir piezas precisas y al mismo tiempo obtener la máxima eficiencia del chorro de agua. Cortar más cerca del material limita la cantidad de atmósfera que el chorro debe atravesar antes de llegar a la pieza de trabajo. Esto limita la expansión de la corriente de chorro de agua, ya que a medida que se expande el chorro, se reduce la potencia efectiva del chorro. Será necesario reducir las velocidades de corte para compensar. Si la distancia entre la boquilla y la pieza de trabajo aumenta en ¼", las velocidades de corte deben reducirse en aproximadamente un 20 % para lograr resultados similares con respecto a la tolerancia y la calidad del filo. El corte bajo el agua con control de altura CNC permitirá el máximo control de la corriente de chorro de agua.
Efecto de la velocidad sobre el ángulo de corte
ALUMINIO DE 3/4" (20 mm) CON 3 VELOCIDADES DE CORTE DIFERENTES
Alta velocidad, corte más ancho en la parte superior, más estrecho en la parte inferior
Velocidad media, ancho de corte más amplio en la parte superior que en la inferior
Velocidad más lenta, corte de ancho similar en la parte superior e inferior
El ángulo de corte, o bisel, se refiere a la diferencia dimensional entre la parte superior e inferior de la sección transversal del corte. Cortar demasiado rápido dará como resultado un ancho de corte más ancho en la parte superior de la sección transversal de corte y un ancho de corte más estrecho en la parte inferior de la zona. En la figura anterior, de izquierda a derecha, los cortes se realizaron a 26 pulgadas por minuto (ipm), 14 ipm y 9.7 ipm (660 milímetros por minuto [mm/min], 355 mm/min y 246 mm/min). Todos los demás parámetros se mantuvieron constantes (presión de 60 kpsi, distancia de separación de 0.060", abrasivo de 1.3 lb/min [4134 bar, 1.5 mm y 600 gramos/min]). En la parte superior del corte, el ancho de corte fue similar, alrededor de 0.044" (1.12 mm). La diferencia entre la parte superior e inferior de izquierda a derecha fue de 0.017", 0.013" y 0.011" (0.43 mm, 0.33 mm y 0.28 mm). Esto muestra la disminución de la angularidad a medida que disminuye la velocidad.
La siguiente imagen muestra un corte adicional que se realizó muy lentamente (1 ipm o 25.4 mm/min) para demostrar que cuando la velocidad se reduce lo suficiente, el ancho de corte en la parte inferior de la pieza será mayor que en la parte superior. En este ejemplo, el ancho de corte en la parte inferior era 0.014" (0.36 mm) más grande que en la parte superior.
Velocidad muy lenta, ancho de corte más estrecho en la parte superior, más ancho en la parte inferior
Arrastre de chorro de agua y calidad de corte
El aumento de la velocidad de alimentación da como resultado una mayor estela de retorno de la corriente de chorro de agua. Este concepto se muestra en la Figura 5 a continuación. La calidad del borde más rugoso es el resultado de una mayor acción de corte frente a la acción de erosión del abrasivo a velocidades más bajas. Los controladores modernos permiten al usuario ajustar la calidad de corte según los requisitos de la pieza. Los orificios de alta precisión se pueden cortar más lentamente para un corte más suave y recto. Se pueden usar velocidades de corte más rápidas con una calidad de borde más rugosa en áreas menos críticas.
Corte de separación
A través de corte
Corte limpio ± 0.010"
buen acabado
Excelente acabado ± 0.005"
Efecto de la altura de la boquilla
Para obtener la mejor calidad de corte, se debe mantener una distancia óptima entre la boquilla y la pieza de trabajo. Normalmente, entre 0.0625" y 0.125" (1.5 – 3.0 mm) es la altura óptima para el corte por chorro de agua abrasivo. A medida que la distancia aumenta por encima de 0.125", se producirá un redondeo en el borde superior del corte. Esto ocurre porque el chorro de agua pierde coherencia a medida que viaja a través del aire libre. El aumento de la altura de la boquilla también dará como resultado un mayor ángulo de corte. Si la distancia entre el boquilla y la pieza de trabajo aumenta en ¼", las velocidades de corte deben reducirse en aproximadamente un 20 % para lograr resultados similares con respecto a la tolerancia y la calidad del filo. El control de altura automático es la forma más confiable y precisa de mantener la distancia de separación adecuada. Si se aumenta demasiado la altura de la boquilla, el chorro no tendrá la potencia suficiente para penetrar por completo el material que podría cortar fácilmente a alturas mucho más bajas.
Figura 6 - Aluminio de 3/4" con cortes a varias alturas de boquilla, misma velocidad
Figura 7 - Aumento de la altura de la boquilla hasta el punto de no penetración del chorro
Efecto de la velocidad en las esquinas interiores
Figura 8 - Velocidad de curva demasiado rápida
Dado que el chorro de agua es una herramienta de corte no rígida, las esquinas interiores de las piezas pueden mostrar una cierta cantidad de sobrecorte en la parte inferior o en el lado de salida de la pieza. Esto se puede reducir desacelerando en la esquina y acelerando lentamente, permitiendo que la parte inferior del chorro alcance a la parte superior alrededor de la esquina. El control de chorro de agua debe tener la capacidad de hacer esto automáticamente.
radios estrechos
Dado que el chorro de agua es una herramienta redonda, con un diámetro entre 0.030″ y 0.040″ (0.76 mm y 1.02 mm) para el corte con chorro de agua abrasivo, es imposible crear cualquier esquina interior que sea perfectamente cuadrada. El software CAM normalmente leerá geometrías y le dará al usuario la opción de colocar automáticamente un radio muy pequeño en estas esquinas. Esto evitará dañar la pieza y reducirá el tiempo de procesamiento, ya que los radios son más rápidos de cortar que las esquinas cuadradas. Para ángulos muy agudos, la parte real que se corta puede diferir significativamente del dibujo original y se debe considerar la forma, el ajuste y la función antes del procesamiento.